

随着现代工业的发展,塑料和复合塑料取代金属材料作为结构材料已成为一种趋势。塑料和复合材料在制造业各个领域的应用越来越多,机械制造、航空航天空、汽车、电子、日化等领域都有塑料和复合材料制成的产品。
在生产复杂的热塑性塑料零件时,将多个注射接头连接在一起通常是一种经济有效的方法。我只需要选择各种连接方式,比如机械夹紧,熔化连接,也就是焊接。由于焊接工艺流程短,生产效率高,连接强度高,特别适用于热缩塑料的连接。在焊接过程中,传统的方法,主要是热接头发汗和热风焊接,已经不能满足现代工业发展的要求,特别是工业生产自动化的要求。超声波塑料焊接以其高效率和高质量脱颖而出,占领市场势在必行。它是一种经济、高效、环保的新技术,几乎完全克服了传统塑料件焊接方法的缺点,并已显示出良好的应用前景,几乎涵盖了制造业的所有领域。实力。

但是,目前人们对超声波塑料焊接的基础理论和机理的研究还很缺乏,不能满足超声波塑料焊接的工业应用要求,如超声波塑料焊接机械、声学、电子技术、计算机、测量技术、机械高分子材料、自动控制等学科。这是一个跨学科的领域,给超声波塑料焊接的研究带来了相当大的困难。将超声波焊机理论与理论分析和实验相结合,研究超声波塑料焊接区材料的焊接行为,为制定超声波焊接工艺规范和提高焊接强度奠定基础。


超声波技术在塑料焊接中的应用是超声波技术的一个重要发展。目前对超声波塑料焊接原理比较一致的看法是,焊接时,像两个焊接面一样对连接的塑料件施加一定的静压力,超声波产生的高频振动就可以传递到焊接面上。在这种振动的作用下,焊接界面上产生瞬时高温,在焊接界面之间形成熔化层。然后停止超声振动,保持静压,一段时间后熔化凝固,实现焊接面的牢固结合。
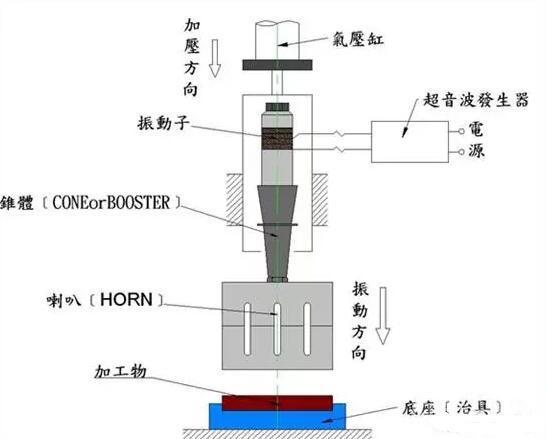
塑料超声波焊接机主要由主电路声学系统、气动加压系统、自动控制系统和机械部分组成。声学系统是核心部分,超声波焊接机的结构图如图1所示。声学系统由换能器、调幅器和焊头组成,其中逆变器将50 Hz工频交流电转换成20 Hz高频交流电供给换能器。

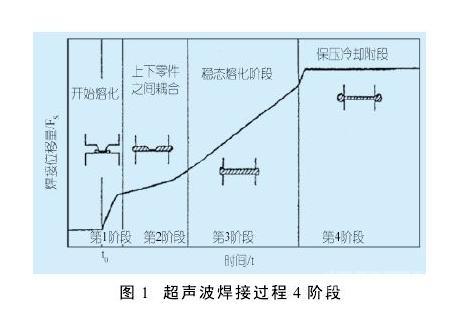
将换能器的高频交流能量转化为高频振动,调整振幅,得到适合焊接的政府焊头。高频振动传递到焊接室的接触面,使两个塑料接触面的分子产生内摩擦和剪切摩擦,从而产生大量的热量。温度急剧上升,接触表面的塑料达到熔化状态。超声波停止后,作用在塑料上的压力保持不变,在一定时间内,接触面上熔化的塑料逐渐增加。实现超声波焊接的焊接周期一般为凝固成具有一定强度的接头后数毫秒,取决于焊接尺寸和焊接面积,保温时间仅为0.001至1秒。

塑料的超声波焊接,主要工艺影响因素如下:
振幅:声学系统输出的机械振幅是超声波塑料焊接时首要选择的工艺参数,从塑料升温角度来看,由于其物理性质不同,塑料焊接振幅的发热率和温升率不同,每种材料都有以达到融化温度的最小振幅,如果振幅不够 塑料很难达到使之融化的温度。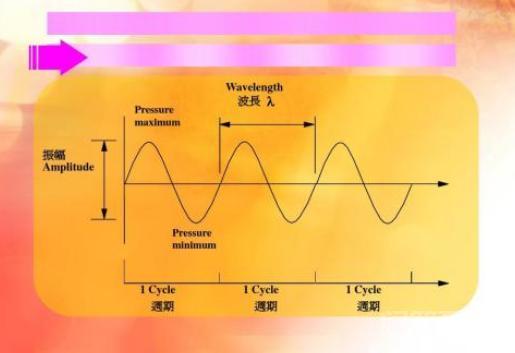 振幅:声学系统输出的机械振幅是超声波塑料焊接的主要工艺参数。从塑料加热的角度来看,塑料焊接振幅的加热速率和升温速率因其物理性质不同而不同。每种材料都有达到熔化温度的最小振幅,如果振幅不够,塑料很难达到熔化温度。
振幅:声学系统输出的机械振幅是超声波塑料焊接的主要工艺参数。从塑料加热的角度来看,塑料焊接振幅的加热速率和升温速率因其物理性质不同而不同。每种材料都有达到熔化温度的最小振幅,如果振幅不够,塑料很难达到熔化温度。
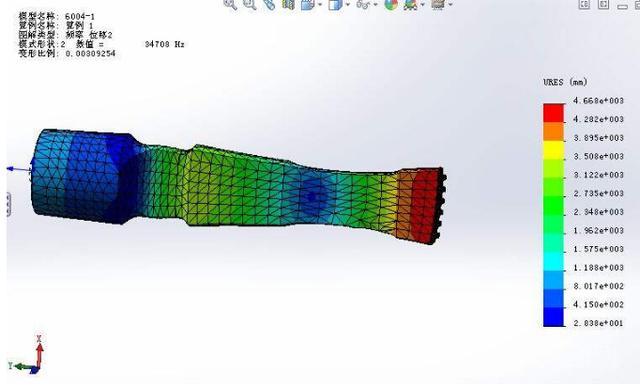
因此塑料的焊接强度与振幅有密切的关系,超声波塑料焊接所需的振幅由变幅杆的形状和材料来调整。另外焊接形式不同,所需政府也不同,如嵌插和铆接所需要的振幅较大,平面焊所需的振幅较小。即焊接输出的振幅要随焊接件的种类和焊接形式而调整。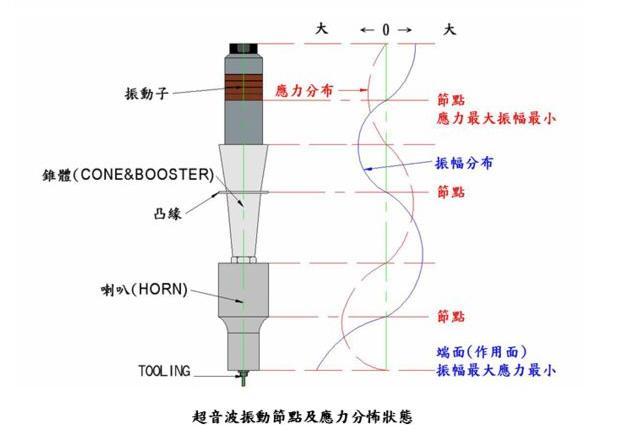 因此,塑料的焊接强度与振幅密切相关,超声波塑料焊接所需的振幅由变幅杆的形状和材料来调节。另外,不同的焊接形式需要不同的政府。比如嵌铆所需的振幅较大,而平面焊接所需的振幅较小。即焊接输出的幅度要随焊接件的类型和焊接形式而调整。
因此,塑料的焊接强度与振幅密切相关,超声波塑料焊接所需的振幅由变幅杆的形状和材料来调节。另外,不同的焊接形式需要不同的政府。比如嵌铆所需的振幅较大,而平面焊接所需的振幅较小。即焊接输出的幅度要随焊接件的类型和焊接形式而调整。
2.超声波时间:超声波时间从超生的惩罚开始,到超声波时间结束。超声时间越长,传递给工件的能量就越多,工件的温升就越高,熔化的量就越多。但太强的焊接时间会使工件表面温度过高、太差,造成飞边,损伤零件表面,使工件上原位焊接区域的非焊接面“粘连”。如果超声波时间太短,塑料不能熔化或熔化量太小,将不能熔化
3.保温时间:保温时间是指超声波停止,使被焊件在压力下相互紧贴并凝固的时间。维修的目的是使焊件在一定的压力下紧密贴合,使两焊件接触面的熔融材料互相渗透,冷却凝固,从而使两工件能很好地焊接在一起。
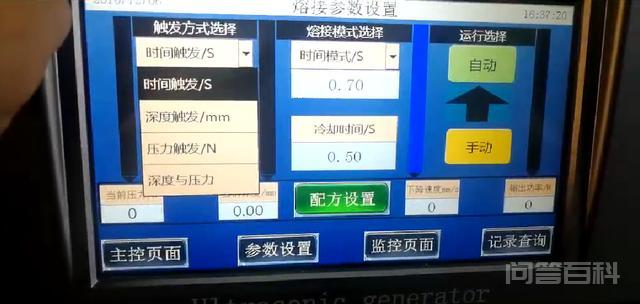
3.触发压力:触发压力是指超声波能量传递到工件之前,焊头施加在工件上的最大预压力。
当焊头下降与工件接触后,在工件上建立压力,当接合面与触发压力紧密接触时,超声波焊接机开始产生超声波。
如果触发压力过小,接触面不能与超声波紧密接触,工件接触面不能充分熔化形成高强度的接头。
5.焊接压力:一般来说,要对工件施加足够的压力,使整个结合面有良好的接触压力。过低的压力会延长焊接时间,导致工件上的焊缝和质量不良。压力过高会破坏焊接,界面结合不良会影响焊接强度和质量。

6.频率跟踪:由于焊接过程中焊接位置和焊接压力的影响,超声波频率可能会发生变化。频率跟踪是用自适应的方法跟踪超声波的频率,使其基本保持不变。

相关文章:超声波模具的振幅设计
欢迎分享到朋友圈,转发就是支持!文章底部“写留言”可以谈谈你对这篇文章的看法!