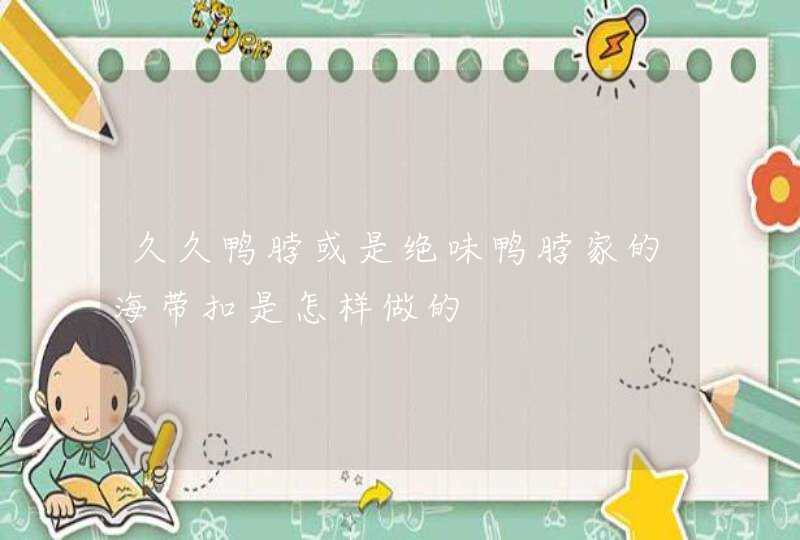
a始脉波b底脉波c缺陷脉波
图 超声探伤
超声波在传播过程中,当遇到两种不同介质的界面或不同密度的材料时,便会在交界面上发生折射或反射。反射式探伤法是利用超声波在工件的传播中,能分别在工件的内部缺陷及其背面发生反射,而反射回来的超声波通过超声波接收器后,又将声波转为电能,在荧光屏上显示三者各自的波形图,始脉波“a”位置即是工件的表面,是发射超声波的起点,进入工件内部的超声波与工件背面的波形图即底脉波“b”之间。若无其他波形出现,则说明在该工件中未发现缺陷。反之,在始脉波与工件底脉波之间,若有其他波形出现,则说明工件内部缺陷,即缺陷脉波“c”。此时,可根据波峰的位置、大小与形状,估算出工件缺陷的位置、大小与形状。 (1)耦合剂的选择。
探伤时,为了克服探头与工件表面之间的空气膜,使超声波顺利传入工件,需要在工件表面涂耦合剂。对耦合
剂的要求,应符合下列几点。
①透声性良好,耦合介质的声阻抗应高一些。
②对工件应无腐蚀作用,对后道工序无影响。
③流动性好,来源方便,价格低廉。
④对操作人员的健康无损害。
目前常用的耦合剂有机油和水等。
(2)探伤操作。
先将超声探伤仪放在钢板上,用探头沿垂直于钢板的轧制方向,作间距为100mm的平行线移动,并用水或机油作为耦合剂探伤。当监视到有缺陷波形出现时,还应在其两侧进行探查,以确定缺陷面积,并用显示笔记录在钢板上。
(3)缺陷的判定。
①荧光屏上无底脉波而只有缺陷脉波的多次反射。
②荧光屏上缺陷脉波和底脉波同时存在。
③荧光屏上无底脉波而只有缺陷脉波的多个紊乱的缺陷脉波。 用于制造压力容器壳体的碳素钢和低合金钢钢板,凡符合下列条件之一的,必须进行超声检测。
①盛装介质毒性程度为极度、高度危害的压力容器。
②盛装介质为液化石油气且硫化氢含量大于100mg/L的压力容器。
③最高工作压力大于等于10MPa的压力容器。
④GB150第2章和附录C、GB151《管壳式换热器》、GB12337《钢制球形储罐》及其他国家标准和行业标准中规定的必须进行超声检测的。
⑤移动式压力容器。
钢板的超声检测应按JB4730《压力容器无损检测》的规定进行。用于①、②、⑤所述容器的钢板的合格等级应不低于Ⅱ级;用于③款所述容器的钢板的合格等级应不低于Ⅲ级,用于④款所述容器的钢板,合格等级应符合GB150、GB151或GB12337的规定。
检验等级的分级
根据质量要求检验等级分为A、B、C三级,检验的完善程度A级最低,B级一般,C级最高,检验工作的难度系数按A、B、C顺序逐级增高应按照工件的材质、结构、焊接方法、使用条件及承受载荷的不同,合理的选用检验级别检验等级应接产品技术条件和有关规定选择或经合同双方协商选定
注:A级难度系数为1;B级为5-6;C级为10-12
本标准给出了三个检验等级的检验条件,为避免焊件的几何形状限制相应等级检验的有效性,设计、工艺人员应考虑超声检验可行性的基础上进行结构设计和工艺安排
检验等级的检验范围
A级检验采用一种角度的探头在焊缝的单面单侧进行检验,只对允许扫查到的焊缝截面进行探测一般不要求作横向缺陷的检验母材厚度大于50Mm时,不得采用A级检验
B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测母材厚度大于100mm时,采用双面双侧检验受几何条件的限制,可在焊缝的双面半日侧采用两种角度探头进行探伤条件允许时应作横向缺陷的检验
C级检验至少要采用两种角度探头在焊缝的单面双侧进行检验同时要作两个扫查方向和两种探头角度的横向缺陷检验母材厚度大于100mm时,采用双面侧检验其他附加要求是:
1、对接焊缝余高要磨平,以便探头在焊缝上作平行扫查;
2、焊缝两侧斜探头扫查经过的母材部分要用直探头作检查;
3、焊缝母材厚度大于等于100mm,窄间隙焊缝母材厚度大于等于40mm时,一般要增加串列式扫查。
扩展资料:
检查范围
1、焊缝表面缺陷检查。检查焊缝表面裂纹、未焊透及焊漏等焊接质量。
2、内腔检查。检查表面裂纹、起皮、拉线、划痕、凹坑、凸起、斑点、腐蚀等缺陷。
3、状态检查。当某些产品(如蜗轮泵、发动机等)工作后,按技术要求规定的项目进行内窥检测。
4、装配检查。当有要求和需要时,使用亚泰光电工业视频内窥镜对装配质量进行检查;装配或某一工序完成后,检查各零部组件装配位置是否符合图样或技术条件的要求;是否存在装配缺陷。
5、多余物检查。检查产品内腔残余内屑,外来物等多余物。
参考资料来源:百度百科-探伤
超声波探伤与涡流探伤的区别为:原理不同、用途不同、分类不同。
一、原理不同
1、超声波探伤:利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷。
2、涡流探伤:用激磁线圈使导电构件内产生涡电流,借助探测线圈测定涡电流的变化量,从而获得构件缺陷的有关信息。
二、用途不同
1、超声波探伤:既可以用于实验室,也可以用于工程现场。本仪器能够广泛地应用在制造业、钢铁冶金业、金属加工业、化工业等需要缺陷检测和质量控制的领域,也广泛应用于航空航天、铁路交通、锅炉压力容器等领域的在役安全检查与寿命评估。它是无损检测行业的必备。
2、涡流探伤:仅适 用于导电材料,只能检测表面或近表面层的缺陷,不便使用于形状复杂的构件。在火力发电厂中主要应用于检测凝汽器管、汽轮机叶片、汽轮机转子中心孔和焊缝等。
三、分类不同
1、超声波探伤:分为纵波探伤、横波探伤、表面波探伤和板波探伤。
2、涡流探伤:分为穿过式、探头式和插入式三种。
参考资料来源:
百度百科——超声波探伤
百度百科——涡流探伤
超声波探伤仪是一种便携式工业无损探伤仪器,它能够快速、便捷、无损伤、精确地进行工件内 部多种缺陷的检测、定位、评估和诊断。
还可以使用在实验室,也可以用于工程现场
超声波探伤仪的探伤方式可分为A型、B型、D型和M型四大类。 超声波探伤仪可全面、客观地采集和存储数据,并对采集到的数据进行实时
处理或后处理,对信号进行时域、频域或图像分析,可通过模式识别对工件质量进行分级,从而减少了人为因素的影响,提高了检索的可靠性和稳定性。更多相关的定义资料可以参看上海亿平仪器仪表有限公司网站百度直接搜索即可!
1按原理分:脉冲反射法衍射时差法穿透法和共振法现在我们一般用的是脉冲反射法,主要包括:缺陷回波法(根据仪器示波屏上显示的缺陷波形进行判断的方法)底波高度法(根据底波回波的高度变化判断工件缺陷情况的检测方法)多次底波法(根据多次底面回波的变化,判断工件有无缺陷的方法)衍射时差法:(TOFD)利用缺陷部位的衍射波信号来检测和测定缺陷尺寸的一种超声波检测方法穿透法:采用一发一收的双探头分别放置在工件两端来检测的共振法:依据工件的共振特性来判断缺陷情况和工件厚度变化情况地方法2按超生信号的显示方式:分为A型显示和超声成像3按波型分:纵波法横波法表面波法板波法爬波法等4按探头个数:单探头双探头和多探头5按接触方式:接触法液浸法和电磁超声6按人工干预:手工检测和自动检测以上答案仅供参考。
以上就是关于超声探伤的超声探伤方法详解全部的内容,包括:超声探伤的超声探伤方法详解、超声波探伤级别、超声波探伤与涡流探伤的区别。。等相关内容解答,如果想了解更多相关内容,可以关注我们,你们的支持是我们更新的动力!